Tooling & Injection Molding
Mold Tooling and Injection Molding
M2 Prototype is indexed as a best partner in precision mold tooling and plastic injection molding by a massive fields of clients. Most of them start using M2’s manufacturing services from the very beginning of initial concepts, to 3d printing prototype, trial small batch production and fast mass production. Supporting by our experienced engineers and state-of-the-art facilities, we have served a varity of industrial fields, inculding automotive, medical, home appliance, 3C electronics, industrial parts etc.
M2 Prototype is a trusted provider of injection molding services, specializing in custom mold design, material selection, and production. With our cutting-edge technology and extensive experience, we are committed to delivering high-quality and consistent results. We pay close attention to every detail in injection mold making, including accurate cavity positioning, precise mold cavity sizing, number of cavities, parting surface precision, material selection, dimensional tolerance, thickness of the bottom plate, supporting plate, and cavity wall, runner size, and material selection for precision molds. You can rely on M2 to provide exceptional precision mold tooling and plastic injection molding services that meet your unique needs and specifications.
Contact for Mass Production
M2 Prototype adopts Roctool’s Heat & Cool molding technologies, the level of the tool surface replication reaches 97.2%, providing product designers very premium looks, high gloss possibilities and matching the texture they initially targeted. The flow increase with Roctool high heat molding technology unlocks design rules and pushes the limits in order to create thin wall applications. T0 FAI reaches 80%.
How M2 process with mold tooling?
Design the mold
Our mold design process starts with creating a 2D or 3D CAD model based on the product specifications. The mold layout includes features such as cavities, core, gating system, cooling channels, ejection mechanism, and parting line. M2 mold tooling designers use simulation software to optimize the mold design, analyzing factors such as filling, packing, warpage, shrinkage, and thermal ehavior, evaluate the manufacturing process and select the appropriate machining techniques and strategies to achieve the desired tolerances and surface finishes.
Select mold materials
After the confirmation of cad design with clients, M2 will start to prepare the materials concerned. The choice of material for a precision mold depends on factors such as the type of product being manufactured, expected production volumes, and other criteria. Common materials include die steel, aluminum alloys, and stainless steel. Selecting the right material requires evaluating the specific requirements of the tool, considering the production environment, and balancing performance with cost considerations.
Rough machining
It is a critical step involves removing excess material from the workpiece to achieve the desired shape and size. M2 uses high-speed cutting tools, such as drills or milling machines, to remove large amounts of material quickly and efficiently, aiming to create a rough shape of the final product, leaving some extra material for further refining through finish machining. Our skilled machinists can identify the best machining approach to achieve the required tolerances and surface finishes while minimizing waste and maintaining efficiency.
Heat treatment
Heat treatment involves heating the material to a specific temperature and cooling it quickly or slowly to increase the strength, hardness, and toughness of the material, as well as improve its wear resistance, ductility, and machinability. According to the type of material used, the desired properties, and the application of the tool, M2 engineers will choose the proper heat treatment techniques such as quenching, annealing, tempering, and nitriding to extend the life of the tool, improve performance, and reduce the risk of failure due to wear or fatigue.
Precision cnc machining
After heat treatment, M2 moves to a key procedure, precision cnc machining, aiming to get the designed dimensions within a extremely tight tolerance. The CNC machine follows a set of instructions programmed into its software that determines the movement of the cutting tool. This process allows for high repeatability and accuracy, ensuring that the final product meets the required tolerances and surface finishes. CNC machines can perform various operations such as drilling, milling, turning, and grinding, depending on the type of tool being made.
Wire cut & EDM
Wire cutting uses a thin wire that is guided by a CNC machine to make precise cuts with high accuracy, the material being cut must be electrically conductive. EDM uses an electrode made of a conductive material to remove the workpiece's material through electrical discharges. This process is suitable for materials that are difficult to machine using conventional methods, such as hard metals. Our skilled operators can program and control the machines to achieve the required tolerances and surface finishes for both processes.
Finish and fitting
Finish machining involves using high-precision cutting tools to remove small amounts of material from the workpiece, creating the final shape and dimensions. M2 engineers use specialized techniques to minimize waste while achieving the required accuracy and surface finish. Fitting involves assembling the various components of the tool precisely and securely to ensure the correct alignment and operation. The finished tool must undergo rigorous testing and quality control before being put into production.
Mold trial
In mold trial phase, M2 runs a small batch of samples using the final mold configuration and assessing factors such as part quality, dimensional accuracy, and cycle time. Any necessary adjustments or modifications to the mold design or manufacturing process can be identified during this stage, ensuring that the final tool meets the product requirements and is cost-effective to manufacture. Our experienced engineers can identify issues quickly and implement effective solutions to optimize the tool's performance and efficiency so as to guarantee smooth fast injection molding in later phase.
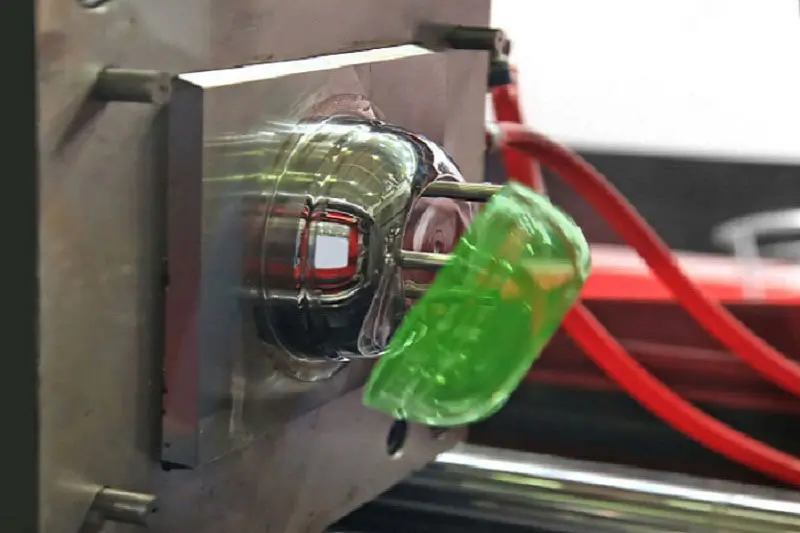
Plastic Injection Molding
Plastic injection molding is a manufacturing process that involves the injection of molten plastic material into a mold cavity to create a wide range of parts and products. The process begins with the creation of a 2D or 3D CAD model, which is then used to design the mold. The mold is typically made of steel and has a complex geometry that corresponds to the final product shape. During the injection molding process, the plastic material is heated and injected into the mold cavity under high pressure. After cooling and solidification, the finished product is ejected from the mold. Injection molding provides accuracy, repeatability, and cost-effectiveness for high-volume production of plastic parts in various industries, including automotive, medical devices, consumer goods, and electronics.

Insert Molding
Insert molding is a plastic injection molding process that involves the insertion of preformed metal, ceramic, or plastic parts into the mold cavity before the material is injected. This allows for the creation of a single integrated part with the insert solidly embedded into it. The benefits of M2 insert molding include improved part functionality, reduced assembly time, and increased design flexibility. It is commonly used in industries such as automotive, medical devices, and electronics to create complex products with high precision and exceptional durability. Insert molding requires precise control of the molding process, including material selection, temperature, pressure, and cooling rates.
Overmolding
Our overmolding service provides several advantages, such as increased design flexibility, improved grip, and texture, added strength and stiffness, and reduced assembly time. It is a plastic injection molding process that involves joining two or more different materials to create a single, integrated part. It requires precise control of the molding process, including material selection and temperature, pressure, and cooling rates. Overmolding provide by M2 has been widely used in industries such as automotive, aerospace, medical devices, and consumer goods, enabling the creation of parts with complex geometries, multi-component assemblies, and high-performance requirements.
Precision Mold Tooling Materials
Mold tooling materials refer to the materials used in the construction of molds used for shaping plastic or metal parts. Common mold tooling materials include steel, aluminum, and copper alloys. These materials are chosen based on factors such as durability, thermal conductivity, and ease of machining. Steel is widely used due to its high strength and wear resistance, while aluminum is preferred for its lightweight and good thermal conductivity. Stainless steel offers excellent corrosion resistance and can withstand high temperatures. The choice of mold tooling material depends on factors such as the required strength, durability, and thermal conductivity, as well as the specific requirements of the molding application.
Below are part of our most frequently used tooling materials.
Die Steel: P20, H13, S7, NAK80, S136, S136H, 718, 718H, 738.
Aluminum alloys: 6061, 5052, 7075.
Stainless Steel: 420, NAK80, S136, 316L, 316, 301, 303, 304.
Plastic Injection Molding Materials
Plastic injection molding involves melting plastic pellets and injecting the melted material into a mold cavity under high pressure, where it cools and solidifies to form the desired part or product. The choice of material for injection molding depends on several factors, including the required properties of the finished product, environmental conditions, production cost, and aesthetic requirements. Our commonly used plastic injection molding materials include thermoplastics, thermosets, and elastomers. Thermoplastics such as polypropylene (PP), polycarbonate (PC), and polyethylene (PE) offer good chemical resistance, durability, and flexibility, making them ideal for applications in automotive, packaging, and consumer goods industries. Thermosets like epoxy and phenolic resins offer high strength, rigidity, and heat resistance, making them suitable for electrical and electronic applications.
Below are some options we provide.
ABS, HIPS, Nylon (PA), Glass Filled Nylon (PA%GF…), PC, PE/HDPE/LDPE, PEEK, PET, PMMA, POM, PP, PVC, TPU etc.
Additives & Fibers
Additives and fibers are materials that can be added to plastic injection molding materials to improve their properties. Additives include UV stabilizers, flame retardants, colorants, plasticizers, and lubricants. Fibers commonly used in plastic injection molding include glass, carbon, and aramid fibers. These materials can enhance the mechanical properties of the material such as tensile strength, stiffness, and impact resistance, making them suitable for applications in industries such as automotive, aerospace, electronics, and consumer goods. The selection of these materials depends on the specific requirements of the application and the desired performance characteristics of the final product.
Below are some additives and ribers we provide.
UV absorbers,
Colorants,
Flame retardants,
Glass fibers,
Plasticizers.
Injection Molding Surface Finishes
Smooth and glossy finish
This finish is achieved by using a highly polished mold surface and high melt flow rate materials. The final product appears glossy, reflective, and has a mirror-like finish. This type of finish is ideal for applications that require a high-end appearance, such as cosmetic packaging or consumer electronics. For the smoothest and glossiest finishes, SPI grades A1, A2, and A3 are suggested.
|
Finish |
SPI grade |
Typical surface roughness Ra (μm) |
|
Super High Glossy finish |
A-1 |
0.012 to 0.025 |
|
High Glossy finish |
A-2 |
0.025 to 0.05 |
|
Normal Glossy finish |
A-3 |
0.05 to 0.10 |
Semi-glossy finish
A semi-glossy finish is obtained by controlling the surface roughness of the mold. This finish has a moderate shine but is not as reflective as the smooth and glossy finish. It provides a balance between glossiness and matte finish, making it suitable for applications such as automotive components and household appliances. SPI grades A1, A2, and A3 are suggested.
|
Finish |
SPI grade |
Typical surface roughness Ra (μm) |
|
Fine Semi-glossy finish |
B-1 |
0.05 to 0.10 |
|
Medium Semi-glossy finish |
B-2 |
0.10 to 0.15 |
|
Normal Semi-glossy finish |
B-3 |
0.28 to 0.32 |
Matte finish
A matte finish is achieved by incorporating a fine texture on the mold surface or adding a matting agent to the material. The surface appears non-reflective and soft to touch. This type of finish is desirable for products that require a sophisticated look without excessive glare, such as medical or dental devices. SPI classifies this finish type across grades C1, C2, and C3.
|
Finish |
SPI grade |
Typical surface roughness Ra (μm) |
|
Fine Matte finish |
C-1 |
0.35 to 0.40 |
|
Medium Matte finish |
C-2 |
0.45 to 0.55 |
|
Normal Matte finish |
C-3 |
0.63 to 0.70 |
Textured finish
A textured finish is obtained by using a mold with a textured surface or by adding a texture to the part after molding. The final product has a unique pattern or design and can provide improved grip or aesthetic appeal. Textured finishes are suitable for various applications, including automotive interiors, outdoor equipment, and consumer goods such as toys or electronic devices. It is classified as SPI grades D1, D2, and D3.
| Finish | SPI grade | Typical surface roughness Ra (μm) |
|---|---|---|
| Satin Textured finish | D-1 | 0.80 to 1.00 |
| Dull Textured finish | D-2 | 1.00 to 2.80 |
| Rough Textured finish | D-3 | 3.20 to 18.0 |
Tooling & Injection Molding Gallery












